想知道槽钢角钢来图定制量大从优产品为何如此受欢迎?观看视频,答案自在其中。
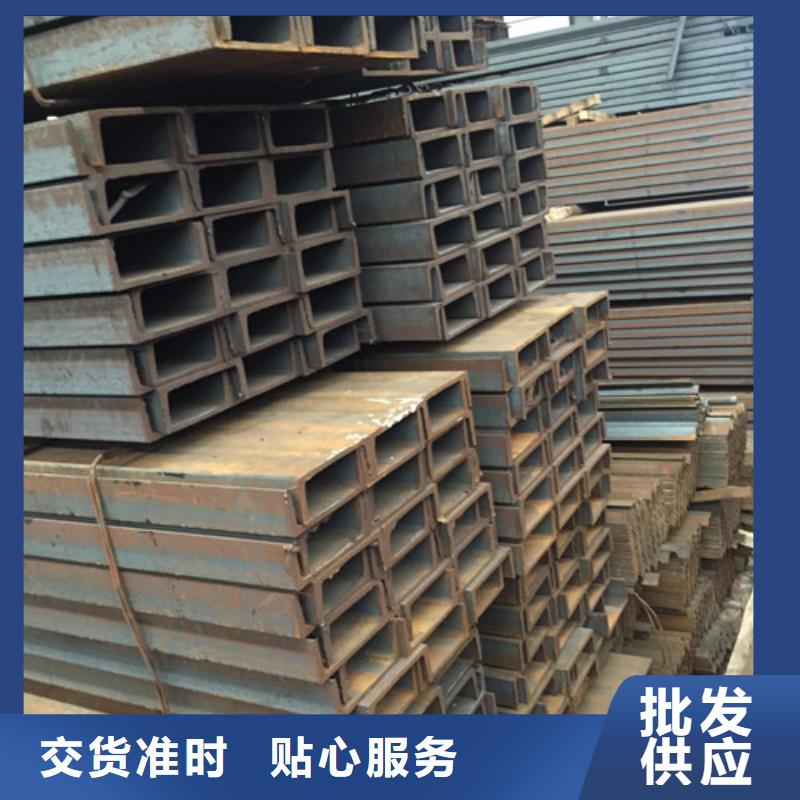
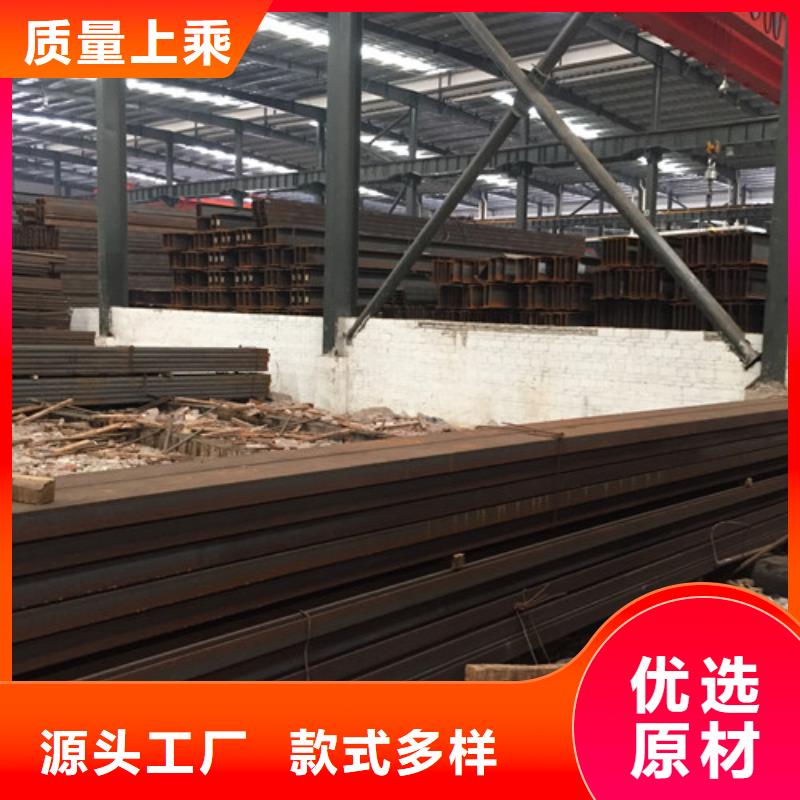
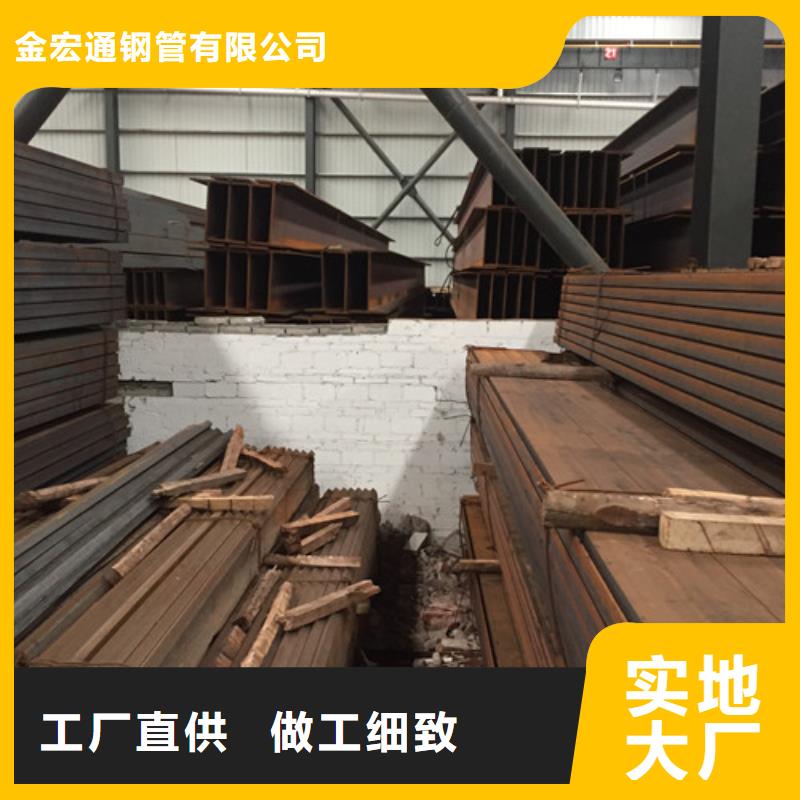
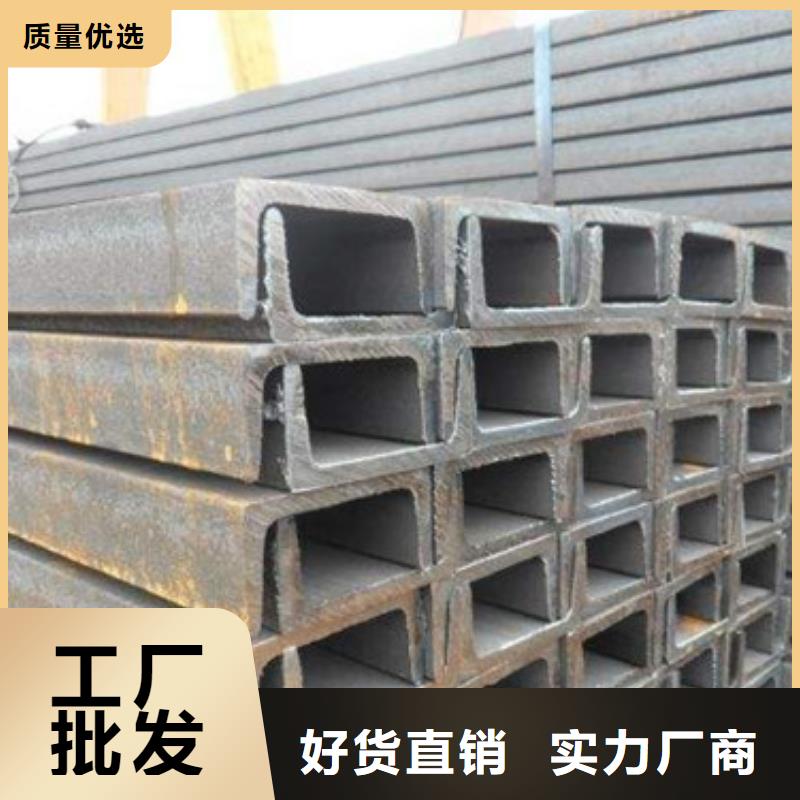
以下是:福建漳州槽钢角钢来图定制量大从优的图文介绍
金宏通钢管(漳州市分公司)自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,在这一经营方针的指导下,公司常年销售 热轧钢板。我公司以严格的价格标准、产品和服务深受广大客户的信赖和社会的认可。多年的经营历练了公司在各个经营环节的成熟与规范,并与全国各大厂家及经销商有稳固的业务往来。 我公司奉行“诚信”的经营理念,创新进取,精益求精,内强素质,外塑形象!将真心诚意服务于客户,愿与新老客户携手共进、共创伟业! 竭诚欢迎各界朋友前来惠顾!以质量求生存、以信誉求发展、共创双赢!


针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。 针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。 通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。



304不锈钢槽钢件加工的方法:
1.管件价格分为锻压、冲压、滚轮、滚扎、弯曲成型、膨胀等方法,现将几种加工方法介绍如下:
2.锻压法:用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
3.冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。
4.鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法
5.弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
6.滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。
7.滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。主要是防止管内走的流体物质在管内形成挂壁在各个方向上均有同样的柔软性和耐久性轴向拉力能承受公称内径的6倍以上.



我们可以从下面的几个方面来分析一下相关的问题.根据试验表明,我们在焊接不锈钢槽钢的时候,要使用专用的电焊条来焊接,若是利用普通型号的设备来完成工作的话,这样就会导致它的出现焊接的问题,这样一来,是很难保证它的质量发生的,而对于电焊条来讲,主要是可以分为两种不同的型号,普通的是J422,而特殊的就是E308,而我们在焊接的时候,是要使用到308型号的电焊条来焊接的,这样才是比较可靠的一种方式,通过这样的方式来焊接,这样才可以更好的保证它的质量发挥,更好的发挥着它的实用性,因此大家要注意这个问题,不要在使用普通的J422型号的电焊条来焊接不锈钢槽钢.如何分辨出不锈钢槽钢涂层的好坏,我们在处理不锈钢槽钢的时候,会在它的表层上涂抹上防护层,这样可以对于不锈钢槽钢起到更好的保护作用,但是与涂层的好坏有直接的关系,要是涂层本身就不过关的话,那么就不能起到保护的作用,反而会加速它的老化.



 扫一扫
扫一扫