想要直观了解不锈钢护栏,桥梁栏杆细节之处更加用心产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
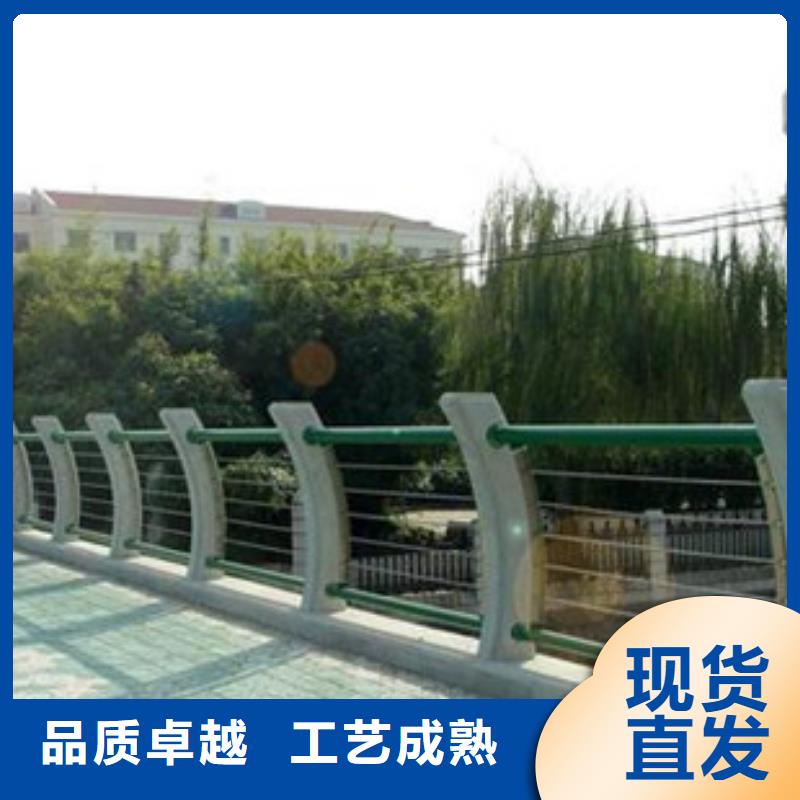
以下是:深圳龙岗不锈钢护栏,桥梁栏杆细节之处更加用心的图文介绍

桥梁防撞护栏的选择原则有如下要求:
1、桥梁护栏的防撞性能:所选取的护栏型式在强度上必须能有效的吸收设计碰撞能量,相应失控车辆越出桥外或对向车道并使其正确改变行驶方向。 山东路桥达金属制品有限公司
该原则主要是从公路等级、桥梁防撞护栏外侧的危险物特征等方面考虑,即防撞等级的确定。该原则是所有所选护栏都应的基本要求,所以在是否是合理选择的问题上本条原则上不能作为判别依据。
2、受碰撞后的护栏变形程度:受碰撞后护栏的大动态变形量不应超过可允许的变形距离。
该原则主要是考虑车辆碰撞后是否允许一定的变形。例如:桥梁结构物一般都位于地面以上很高处,过大的变形容易护栏承受出现除车辆碰撞力以外的其他荷载类型,使受力更为复杂。而钢护栏一般较砼护栏柔一些,若需要两者受碰撞后的变形一致,则钢护栏需要更大的刚度,对钢护栏材料也相应较高。
3、和景观要求:①钢桥应采用金属梁柱式桥梁护栏;②对景观有特殊要求的桥梁宜选择梁柱式桥梁护栏或组合式桥梁护栏;③积雪严重的地区,宜采用金属梁柱式或组合式桥梁护栏;④为桥梁自重、减轻车辆碰撞荷载对桥面板的影响,宜采用金属梁柱式护栏;⑤跨越水域的特大桥或桥下净空大于或等于10m时,宜采用组合式或钢筋混泥土墙式桥梁护栏;⑥二级及以上等级公路小桥、通道、明涵宜采用与相邻的路基护栏同样的型式。

桥梁防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。


桥梁护栏的清理和锈迹处理、
桥梁护栏的表面抗氧化性能,给表面处理工艺带来了许多的可选择性,学用的表面处理工艺有氟碳喷涂,静电粉末喷涂,阳极氧化,电泳,油漆或电镀等。桥梁护栏由于具有很高的艺术性和视觉性,需要满足不同的消费人群要求,因此为表面的处理工艺要求也是比较高的。接下来就为大家介绍如果桥梁护栏如何去除锈迹和焊渣.
桥梁护栏去锈、氧化皮焊渣的主要方法有手工处理、机械处理、喷射处理、化学处理(酸洗)、电化学处理和火焰处理等方法.
桥梁护栏手工处理主要使用砂布,刮刀,锤凿、钢丝刷、废砂轮等工具,靠手工打磨敲铲、扫刷来除去锈垢、氧化皮及焊渣,尘土等防撞护栏表面污物.
桥梁护栏化学处理是利用特殊配方的酸性溶液来浸、溶铁艺制品,通过化学反应来除净氧化皮、锈痕、油污,即所谓的“酸洗”。
桥梁护栏喷射处理是利用机械离心、压缩空气、高压水流等为动力,将磨料、砂石、钢丸抛射到防撞护栏的表面,冲击和磨擦掉氧化皮、锈痕、旧漆、型砂等。
桥梁护栏机械处理常用的有风(电)动刷,除锈枪,抛光砂轮及风(电)铲等工具,借助机械力的高频冲击与磨擦的作用除锈和氧化皮旧漆等污物.



达桥梁护栏不锈钢复合管护栏厂(深圳市龙岗区分公司)是一家集 【中央分隔栏】批发、零售、配送于一体的大型 【中央分隔栏】现货公司。主要经营 【中央分隔栏】规格齐全,品种丰富,价格从优,本着“质量为先、诚信为本”的经营宗旨,赢得您的支持和信任,热情欢迎新老客户来人来电咨询。








 扫一扫
扫一扫